


行業(yè)動態(tài)
-

環(huán)保型自動噴漆房恒溫恒濕控制方案要求
2018-06-21
噴漆房抽風(fēng)系統(tǒng)的排風(fēng)口要排到廠房外面,要安裝消防噴淋系統(tǒng),并滿足FM Global的要求,噴漆房內(nèi)配備1臺自動噴槍清洗設(shè)備[查看詳情]
-
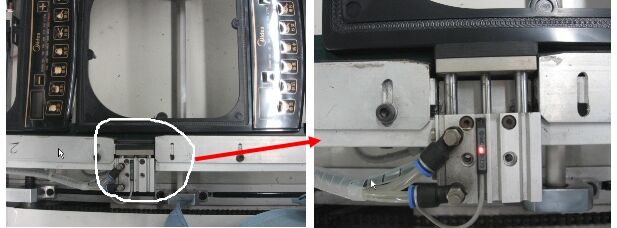
電磁爐面蓋直接上線工藝全自動化設(shè)備技術(shù)要求
2018-06-20
自動化生產(chǎn)線能實(shí)現(xiàn)自動輸送、機(jī)械手打硅酮膠、機(jī)械手點(diǎn)熱熔膠、機(jī)械手安裝瓷片、自動保壓、輸送的一套自動化生產(chǎn)線。[查看詳情]
-
四涂四烤自動噴涂線的工藝
2018-06-14
底漆線:人工裝夾→人工擦拭→上件→預(yù)熱除濕(60℃,3min)→自動除塵→固定槍噴底漆→流平(5min)→固化(80℃,30min)→冷卻(6min)→下件。中1線:人工裝夾→人工擦拭→上件→預(yù)熱除濕(60℃,3min)→自動除塵→固定槍噴中漆→流平(5min)→固化(80℃,25min)→冷卻(6min)→下件。[查看詳情]
-

鎂合金零部件產(chǎn)品的噴涂烘干加工工藝
2018-06-12
機(jī)匣線烤漆爐技術(shù)規(guī)范 需要烘烤的零件材質(zhì)和其他材料數(shù)據(jù) 零件材質(zhì):鎂合金 烘烤前使用的清洗溶劑材料數(shù)據(jù): Esso Varsol 140(P&WC PMC 9010)/SPMC 205;密度:0.78 to 0.8 ?g/cc (15 deg. C);最小閃點(diǎn):64度" 烘烤前使用[查看詳情]
-

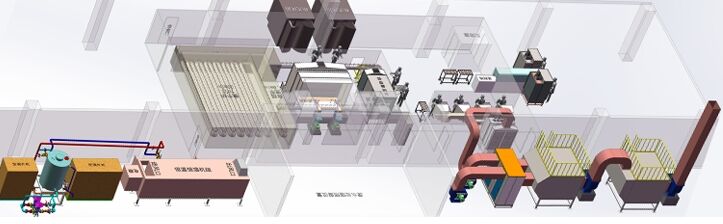
客戶測試包裝動力滾筒線的改造工程
2018-06-11
測試包裝動力滾筒線更換,動力滾筒線,規(guī)格為L140000*W965*H760mm,原動力線體有40米Φ60、38’’滾筒可用。利用舊線的下支架、氣路、線槽。承重250KG,護(hù)邊型材新做,采用T3鋼板折彎制作,表面靜電噴粉,滾筒為Φ60單鏈輪積放式鍍鉻滾筒,更換傳動鏈條為臺灣桂盟4分標(biāo)準(zhǔn)鏈條。[查看詳情]
-
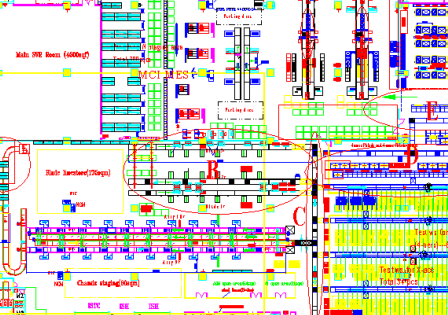
無動力滾筒線增加斜坡皮帶線和主動力線體對接
2018-06-11
此項(xiàng)目需要把線體設(shè)施的承載能力提高到250公斤。MCi配料線體,需要減輕操作員搬運(yùn)負(fù)荷,無動力線體降低到300mm高,更換磨損的滾筒;增加斜坡皮帶線和主動力線體對接。[查看詳情]


 關(guān)注微信平臺
關(guān)注微信平臺